

Токарные станки по металлу представляют собой класс технологического оборудования, предназначенного для обработки заготовок методом точения. Здесь нужно понимать, что они являются основой металлообрабатывающих производств, обеспечивая возможность создания деталей разнообразной геометрии с высокой точностью. Технологический процесс основан на вращении заготовки вокруг своей оси, в то время как режущий инструмент совершает поступательное движение, снимая слой материала.
Современные токарные станки классифицируются по множеству признаков: назначению, степени автоматизации, точности и конструктивным особенностям.
- Винторезные станки считаются универсальными и наиболее распространенными; они позволяют выполнять широкий спектр операций, включая нарезание резьбы.
- Станки с ЧПУ обеспечивают высокую точность при обработке больших партий однотипных деталей за счет программного управления.
- Револьверные станки оснащены поворотной головкой с несколькими инструментами, что сокращает время переналадки.
- Карусельные станки предназначены для тяжелых и габаритных деталей; здесь заготовка устанавливается на горизонтальную вращающуюся планшайбу, а резцы крепятся в суппортах, подающихся сверху и сбоку.
- Существуют также затыловочные станки для заточки инструмента, лоботокарные агрегаты для деталей с большим отношением диаметра к толщине, трубонарезные станки со сквозным отверстием в шпинделе для обработки длинных труб, многошпиндельные станки для серийного производства и автоматические продольного точения для массового выпуска мелких деталей.
По классу точности оборудование делится на пять категорий: от станков нормальной точности до агрегатов особо высокой и специальной точности, где применяются принципиально иные инженерные и конструкторские решения.
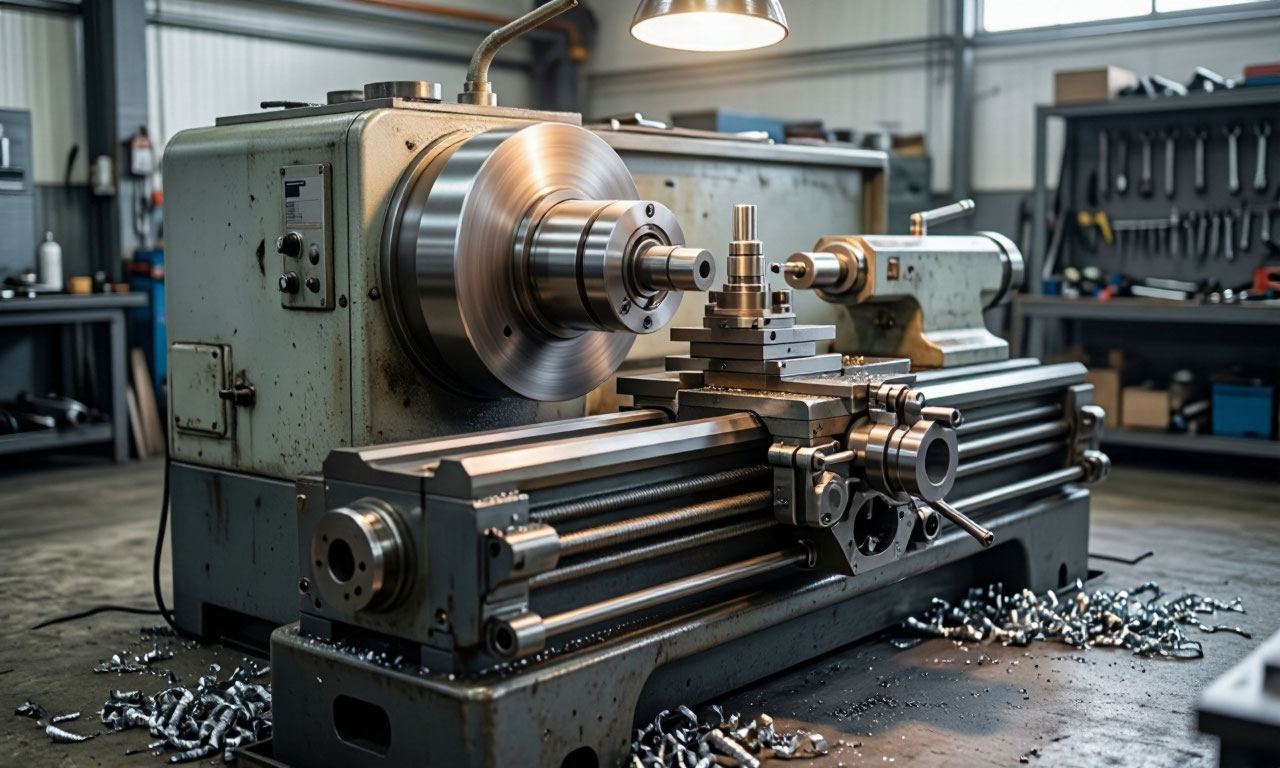
Независимо от типа и класса, конструкция любого токарного станка по металлу базируется на совокупности стандартных узлов, определяющих его функциональность. Основные элементы станина, передняя бабка с коробкой скоростей и шпиндельным узлом, задняя бабка, суппорт с резцедержателем, коробка подач и фартук, ходовой винт и ходовой вал, а также электрооборудование с приводным двигателем.
Глубокое понимание устройства каждого из этих узлов необходимо для грамотной эксплуатации, настройки и обслуживания станка.
Станина
Станина служит несущей основой станка, обеспечивая жесткость и неизменность взаимного расположения всех остальных узлов. Конструктивно станина представляет собой массивную корпусную деталь, чаще всего выполненную из высокопрочного чугуна для максимальной виброустойчивости.
- Она состоит из двух продольных стенок, соединенных поперечными ребрами жесткости, что придает конструкции необходимую прочность и сопротивляемость изгибающим и крутящим нагрузкам. Станина устанавливается на две тумбы (основания), в левой из которых обычно размещается электродвигатель.
- Верхняя часть станины имеет направляющие поверхности, по которым перемещаются суппорт и задняя бабка. Эти направляющие имеют высокие требования к прямолинейности и параллельности. Чаще всего три направляющие имеют призматическое сечение, одна плоское. Призматические направляющие обеспечивают точное позиционирование и устойчивость каретки суппорта при продольном перемещении.
- Качество изготовления направляющих напрямую влияет на точность обработки: если они имеют отклонения, компенсировать их невозможно.
- Станина имеет значительную массу, что снижает уровень вибраций, возникающих в процессе резания. Вибрации один из главных врагов точности и качества обработанной поверхности; их уменьшение за счет массивности станины и правильной геометрии направляющих ключевая задача конструкторов.
Направляющие станины требуют регулярного ухода: очистки от стружки и грязи, смазки и проверки износа. Даже незначительный износ направляющих может привести к потере точности станка и появлению брака.
Шпиндельный узел
Шпиндельный узел является сердцем токарного станка. Именно здесь создается вращательное движение, передаваемое заготовке. Шпиндель представляет собой пустотелый вал из высококачественной закаленной стали, обладающий высокой твердостью и износостойкостью. Внутреннее отверстие шпинделя выполнено коническим (чаще всего под конус Морзе), что позволяет устанавливать различные оправки, центры и инструменты для обработки отверстий.
На переднем конце шпинделя нарезана резьба, а также предусмотрен буртик для центрирования и надежного крепления токарного патрона или планшайбы. Специальная канавка на отдельных моделях предотвращает самопроизвольное откручивание патрона при резком торможении шпинделя. Задняя часть шпинделя кинематически связана с коробкой скоростей, которая позволяет изменять частоту его вращения в широком диапазоне.
От качества изготовления шпиндельного узла зависят результаты обработки. В шпиндельных узлах современных станков применяются подшипники качения (роликовые или шариковые), которые обеспечивают большую жесткость и точность по сравнению с подшипниками скольжения. Это особенно важно при работе на высоких скоростях и с большими нагрузками.
Подшипники должны быть идеально отрегулированы даже малейший люфт вызывает вибрацию, снижает точность и ухудшает качество поверхности детали. Регулировка зазоров в подшипниках шпинделя одна из ответственных операций при техническом обслуживании станка.
В сложных шпиндельных узлах предусмотрены устройства для регулировки угла наклона оси шпинделя. Это может быть реализовано с помощью двух сопряженных по сферическим поверхностям промежуточных колец, одно из которых закреплено на станине, а другое на корпусе шпиндельного блока. Такая конструкция позволяет с высокой точностью выставлять геометрию станка и компенсировать погрешности сборки или износа, что критично для особо точных работ.
Резцедержатель
Резцедержатель, или резцовая головка, устанавливается в верхней части суппорта и служит для надежного крепления режущего инструмента резца. Простейшая конструкция представляет собой цилиндрический корпус с боковой прорезью, в которую вставляется державка резца.
Фиксация осуществляется одним или несколькими болтами, прижимающими резец к опорной поверхности. На нижней части резцедержателя имеется выступ, который входит в соответствующий паз на верхних салазках суппорта, обеспечивая точное позиционирование.
В зависимости от потребностей производства на станках могут использоваться одноместные или многоместные резцедержатели. Многоместные головки (револьверные) особенно распространены на станках с ЧПУ и револьверных агрегатах, где требуется быстрая смена инструмента без остановки процесса. Револьверная головка может нести несколько резцов, и поворотом вокруг своей оси нужный инструмент подводится в зону обработки.
При установке резца критически важна его правильная геометрия относительно оси центров станка. Вершина резца должна находиться строго на уровне оси вращения заготовки. Отклонение от этого правила ведет к изменению фактических передних и задних углов резания, что снижает стойкость инструмента, ухудшает качество поверхности и может привести к поломке резца.
Проверка положения вершины резца обычно выполняется по центру задней бабки. Также важен вылет резца длина его выступающей части из резцедержателя. Чем меньше вылет, тем жестче крепление и меньше вибраций; рекомендуется выдерживать минимально возможный вылет для обеспечения стабильности процесса резания.
Задняя бабка
Задняя бабка расположена на правом конце станины и выполняет две ключевые функции: поддержку длинных заготовок при обработке в центрах и крепление осевого инструмента (сверл, зенкеров, разверток, метчиков) для обработки отверстий. Задняя бабка может перемещаться по направляющим станины в продольном направлении в зависимости от длины детали и фиксироваться в рабочем положении специальным зажимным механизмом.
Основным элементом задней бабки является пиноль подвижная в осевом направлении гильза, которая перемещается при вращении маховика. В передней части пиноли выполнено коническое отверстие (обычно конус Морзе), в которое устанавливается центр или хвостовик инструмента. Пиноль фиксируется в корпусе задней бабки рукояткой или винтом. Ход пиноли ограничен конструкцией; например, у модели 16К20 ход составляет 120 мм. Это расстояние определяет максимальную глубину сверления за один проход.
Центр, устанавливаемый в заднюю бабку, может быть вращающимся или неподвижным. Вращающийся центр используется при скоростной обработке и снятии стружки большого сечения; внутри него размещены подшипники, позволяющие ему вращаться вместе с деталью, что снижает трение и нагрев. Неподвижный центр применяется при небольших нагрузках или когда требуется абсолютно жесткая фиксация, например, для сверления. В этом случае пиноль фиксируется стопором, предотвращая вращение инструмента.
Задняя бабка некоторых станков позволяет смещать корпус в поперечном направлении; это необходимо для обработки деталей с пологим конусом методом смещения задней бабки.
Люнет
Люнет представляет собой станочное приспособление, предназначенное для поддержки длинных и недостаточно жестких заготовок. При обработке тонких и длинных валов под действием сил резания возможен прогиб детали, что приводит к погрешностям формы и вибрациям. Люнет, установленный в средней части заготовки, создает дополнительную опору, предотвращая прогиб и обеспечивая стабильность обработки.
Различают два типа люнетов: неподвижные, закрепляемые на станине, и подвижные, устанавливаемые на каретке суппорта и перемещающиеся вместе с резцом. Неподвижные люнеты чаще всего имеют три кулачка (опоры), которые регулируются независимо вручную для центрирования заготовки.
Кулачки могут быть с опорами скольжения (металлические) или качения (роликовые). Роликовые люнеты создают меньшее трение и позволяют работать на больших скоростях.
На станках с ЧПУ широкое распространение получили люнеты с гидравлическим приводом, обеспечивающие самоцентрирование заготовки и постоянное усилие прижима. Точность обработки детали зависит от точности базовой (подлюнетной) поверхности: погрешности формы этой поверхности могут переноситься на обрабатываемую поверхность с определенным коэффициентом.
Гитара шестерен
Гитара шестерен (или гитара сменных колес) представляет собой механизм коробки подач, позволяющий изменять шаг нарезаемой резьбы или скорость продольной подачи суппорта. Гитара состоит из двух параллельных валов, на которые устанавливаются сменные зубчатые колеса. Подбирая различные комбинации шестерен с определенным числом зубьев, можно получить широкий диапазон передаточных отношений.
Хотя на современных станках с ЧПУ и на многих универсальных станках настройка подач осуществляется через коробку скоростей и подач с помощью стандартных наборов шестерен, гитара сменных колес остается актуальной для специализированных и старых моделей. Она позволяет гибко настраивать станок на любые нестандартные шаги резьбы, включая дюймовые, модульные и питчевые. Расчёт сменных шестерен производится на основе формулы, связывающей шаг ходового винта и требуемый шаг резьбы.
Правильная сборка гитары имеет важное значение: шестерни должны быть надежно закреплены, зацепление отрегулировано с минимальным люфтом, а сами колеса чистыми и без поврежденных зубьев. Небрежность в настройке гитары ведет к погрешностям резьбы, поломке зубьев и снижению ресурса станка. Обычно к станку прилагается набор сменных шестерен и таблицы с рекомендуемыми комбинациями для различных шагов резьб.
Ходовой винт
Ходовой винт является одним из ключевых элементов механизма подачи суппорта. Это длинный, высокоточный вал с трапециевидной резьбой, который получает вращение от коробки подач. Вращение ходового винта преобразуется в поступательное движение каретки суппорта через разъемную гайку, установленную в фартуке. Именно ходовой винт обеспечивает точное перемещение резца вдоль оси заготовки и используется при нарезании резьбы.
Конструкция ходового винта должна обеспечивать высокую точность шага резьбы на всем протяжении. Малейшие погрешности изготовления винта, его износ или люфт в сопряжении с гайкой приводят к погрешностям нарезаемой резьбы и ухудшению качества поверхности. Для компенсации износа в некоторых конструкциях предусмотрены устройства регулировки зазора в гайке.
Ходовой винт следует отличать от ходового вала (гладкого вала с продольной шпоночной канавкой). Ходовой вал используется для передачи вращения от коробки подач к фартуку при обычном продольном точении (не резьбонарезании) и обеспечивает более высокие скорости подачи. Для включения подачи от ходового вала и от ходового винта в фартуке предусмотрены отдельные муфты.
Поперечная подача
Поперечная подача это движение резца перпендикулярно оси вращения заготовки. Это движение реализуется за счет поперечных салазок суппорта, которые перемещаются по направляющим, расположенным на верхней части каретки суппорта. Поперечная подача позволяет изменять глубину резания, обтачивать торцовые поверхности, растачивать внутренние поверхности и выполнять другие операции.
Направляющие поперечных салазок обычно имеют форму "ласточкиного хвоста", обеспечивая точное позиционирование и надежную фиксацию. Перемещение осуществляется вручную через винтовую пару. Для точного контроля глубины резания на маховике поперечной подачи установлен лимб кольцо с делениями, позволяющее отсчитывать перемещение резца с точностью до сотых долей миллиметра.
Поперечная подача может быть механизирована на некоторых станках для автоматической обработки торцов или при работе в полуавтоматическом режиме. Однако чаще всего на универсальных станках поперечная подача осуществляется вручную, и от мастерства оператора зависит точность выдерживания размера. Важно помнить о наличии зазора в винтовой паре поперечной подачи (так называемого мертвого хода); при выборе зазора маховик необходимо вращать только в одну сторону, предварительно "выбрав" зазор.
Пиноль
Пиноль подвижная гильза, установленная внутри корпуса задней бабки. Она предназначена для перемещения и фиксации центров и осевого инструмента. Пиноль перемещается в осевом направлении при вращении маховика, который соединен с винтовой парой. Перемещение пиноли необходимо для зажима заготовки между центрами или подачи сверла при обработке отверстий.
Конструкция пиноли включает в себя коническое отверстие (как правило, конус Морзе) на переднем торце для установки инструмента или центра. Фиксация пиноли в корпусе задней бабки осуществляется зажимным винтом или эксцентриковым рычагом, что предотвращает осевое смещение под нагрузкой. Пиноль должна перемещаться плавно, без заеданий, но и без излишнего люфта, так как это влияет на точность центрирования и жесткость системы.
В некоторых конструкциях (например, для высокоточных станков) пиноль может быть выполнена с гидравлическим или пневматическим приводом для автоматизации процесса. В частности, известны конструкции, где пиноль представляет собой гидроцилиндр, встроенный в шпиндель; шток такого гидроцилиндра соединяется с пинолью, что позволяет осуществлять рабочую подачу инструмента под давлением жидкости.
Это расширяет технологические возможности станка, позволяя обрабатывать отверстия со стороны закрепленного конца детали.
Вылет резца
Вылет резца это расстояние от режущей кромки резца до точки его зажима в резцедержателе. Этот параметр играет критическую роль в жесткости системы инструмента и устойчивости процесса резания. Чем больше вылет, тем выше вероятность прогиба резца под нагрузкой, возникновения вибраций и потери точности обработки. При значительном вылете резец работает как консольная балка, и его деформация становится заметной даже при умеренных силах резания.
Практическое правило гласит: вылет резца должен быть минимально возможным. Обычно рекомендуется не превышать вылет в 1,5-2 раза высоты державки резца. Например, для резца сечением 20х20 мм максимальный вылет не должен превышать 30-40 мм. Если по технологическим соображениям необходим большой вылет (например, при растачивании глубоких отверстий), применяются специальные меры: используют резцы большего сечения, с увеличенной жесткостью, или снижают режимы резания.
Помимо жесткости, вылет резца влияет на тепловыделение и износ. При большом вылете возрастает трение и нагрев, что ускоряет износ режущей кромки. Поэтому при установке резца всегда следует стремиться к минимальному вылету, обеспечивая надежный зажим всеми крепежными болтами и проверяя правильность положения вершины резца относительно оси центров.
